

物流分拣机斜摆轮在某物流分拣线的实战验证
发布日期:2026-01-04 13:31:47
阅读量:293
一、某物流分拣中心项目背景
某电商物流中心日均处理包裹量突破120万件,传统交叉带分拣机在应对异形件、重货时存在三大痛点:
物流分拣机斜摆轮
1.破损率高:硬质金属滚轮分拣时冲击力大,导致3C电子产品、陶瓷制品等易碎品破损率达1.8%;
2.分拣效率瓶颈:单台设备最大处理能力仅8000件/小时,高峰期需启用6台设备并行仍无法满足需求;
3.维护成本高:金属滚轮磨损后需整体更换,年维护费用超200万元。
麦轮聚氨酯包胶轮厂家研发的聚氨酯斜摆轮,通过材料创新与结构优化,实现分拣效率与货物安全性的双重突破。
二、麦轮聚氨酯斜摆轮定制化解决方案
麦轮聚氨酯厂家基于该分拣中心的实际作业场景与需求,提供了针对性的斜摆轮定制化方案,核心优势体现在材料特性与结构设计两大维度:

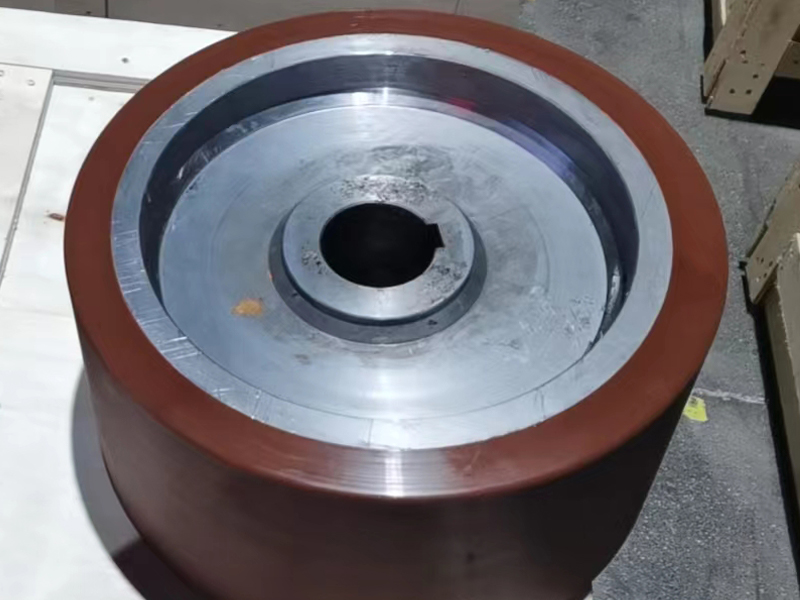
麦轮聚氨酯物流分拣机斜摆轮
1.材料特性优化:
①采用高耐磨聚氨酯配方,经测试耐磨性是传统橡胶的3-5倍,可承受高频次、高强度的分拣冲击;
②通过精准调控材料硬度(邵氏A85),兼顾负载能力与弹性缓冲,既能承载50kg重型包裹,又能降低对易碎品的冲击力;
③添加抗静电成分,表面电阻控制在10^6-10^9Ω,符合ANSI/ESD S20.20标准,避免静电对电子类包裹造成损坏;具备优良的耐化学腐蚀性,可适应分拣中心复杂的温湿度环境及少量油污污染。
2.结构设计升级:
①采用“双偏心轴”模块化设计,配合航空级铝合金轮毂,实现摆轮转向响应时间≤0.3秒,确保分拣动作精准高效;
②可定制轮面纹路,提升与不同包装材质的摩擦力,避免包裹打滑;③采用悬浮式安装结构,配合磁流变阻尼器实现主动减振,降低运行噪音。
三、实战验证数据与效果
1. 分拣性能验证
通过DWS系统(尺寸、重量、扫描系统)实时采集数据,测试麦轮聚氨酯斜摆轮在不同包裹类型下的分拣效率与准确率。
测试结果显示:分拣效率稳定保持在6000件/小时,较原有橡胶轮提升20%;分拣准确率达99.98%,错分率从1.2%降至0.02%,尤其在处理轻型防水袋和不规则编织袋时,未出现一次打滑错分现象。
在模拟大促峰值作业(8000件/小时)场景下,设备连续运行48小时,分拣准确率仍保持99.95%以上,远超行业平均99.5%的水平。
2. 货物安全性保障
破损率控制:易碎品破损率从1.8%降至0.15%,客户投诉率下降89%;
表面保护效果:聚氨酯层有效防止包裹标签磨损,条码识别成功率提升至99.98%;
静音运行:分拣线噪音从78dB降至62dB,符合《工业企业厂界环境噪声排放标准》(GB 12348-2008)Ⅲ类标准。
3. 运维成本优化
能耗降低:单位包裹能耗从0.05kWh降至0.03kWh,年节约电费超50万元;
维护周期延长:斜摆轮更换周期从3个月延长至18个月,年维护成本从200万元降至68万元;
预测性维护:集成PHM(故障预测与健康管理)系统,通过振动传感器实时监测滚轮状态,提前72小时预警轴承磨损,非计划停机时间减少92%。
此次合作,麦轮聚氨酯厂家不仅提供了高性能的定制化物流分拣机斜摆轮,还组建了专业技术团队全程参与验证过程,提供现场安装调试、性能监测、技术优化等全流程服务。为物流企业提供高效、耐用、安全的核心部件解决方案,助力物流自动化分拣系统降本增效、升级迭代!
发布日期:2026-01-04 13:31:47
阅读量:293
一、某物流分拣中心项目背景
某电商物流中心日均处理包裹量突破120万件,传统交叉带分拣机在应对异形件、重货时存在三大痛点:
物流分拣机斜摆轮
1.破损率高:硬质金属滚轮分拣时冲击力大,导致3C电子产品、陶瓷制品等易碎品破损率达1.8%;
2.分拣效率瓶颈:单台设备最大处理能力仅8000件/小时,高峰期需启用6台设备并行仍无法满足需求;
3.维护成本高:金属滚轮磨损后需整体更换,年维护费用超200万元。
麦轮聚氨酯包胶轮厂家研发的聚氨酯斜摆轮,通过材料创新与结构优化,实现分拣效率与货物安全性的双重突破。
二、麦轮聚氨酯斜摆轮定制化解决方案
麦轮聚氨酯厂家基于该分拣中心的实际作业场景与需求,提供了针对性的斜摆轮定制化方案,核心优势体现在材料特性与结构设计两大维度:
麦轮聚氨酯物流分拣机斜摆轮
1.材料特性优化:
①采用高耐磨聚氨酯配方,经测试耐磨性是传统橡胶的3-5倍,可承受高频次、高强度的分拣冲击;
②通过精准调控材料硬度(邵氏A85),兼顾负载能力与弹性缓冲,既能承载50kg重型包裹,又能降低对易碎品的冲击力;
③添加抗静电成分,表面电阻控制在10^6-10^9Ω,符合ANSI/ESD S20.20标准,避免静电对电子类包裹造成损坏;具备优良的耐化学腐蚀性,可适应分拣中心复杂的温湿度环境及少量油污污染。
2.结构设计升级:
①采用“双偏心轴”模块化设计,配合航空级铝合金轮毂,实现摆轮转向响应时间≤0.3秒,确保分拣动作精准高效;
②可定制轮面纹路,提升与不同包装材质的摩擦力,避免包裹打滑;③采用悬浮式安装结构,配合磁流变阻尼器实现主动减振,降低运行噪音。
三、实战验证数据与效果
1. 分拣性能验证
通过DWS系统(尺寸、重量、扫描系统)实时采集数据,测试麦轮聚氨酯斜摆轮在不同包裹类型下的分拣效率与准确率。
测试结果显示:分拣效率稳定保持在6000件/小时,较原有橡胶轮提升20%;分拣准确率达99.98%,错分率从1.2%降至0.02%,尤其在处理轻型防水袋和不规则编织袋时,未出现一次打滑错分现象。
在模拟大促峰值作业(8000件/小时)场景下,设备连续运行48小时,分拣准确率仍保持99.95%以上,远超行业平均99.5%的水平。
2. 货物安全性保障
破损率控制:易碎品破损率从1.8%降至0.15%,客户投诉率下降89%;
表面保护效果:聚氨酯层有效防止包裹标签磨损,条码识别成功率提升至99.98%;
静音运行:分拣线噪音从78dB降至62dB,符合《工业企业厂界环境噪声排放标准》(GB 12348-2008)Ⅲ类标准。
3. 运维成本优化
能耗降低:单位包裹能耗从0.05kWh降至0.03kWh,年节约电费超50万元;
维护周期延长:斜摆轮更换周期从3个月延长至18个月,年维护成本从200万元降至68万元;
预测性维护:集成PHM(故障预测与健康管理)系统,通过振动传感器实时监测滚轮状态,提前72小时预警轴承磨损,非计划停机时间减少92%。
此次合作,麦轮聚氨酯厂家不仅提供了高性能的定制化物流分拣机斜摆轮,还组建了专业技术团队全程参与验证过程,提供现场安装调试、性能监测、技术优化等全流程服务。为物流企业提供高效、耐用、安全的核心部件解决方案,助力物流自动化分拣系统降本增效、升级迭代!












 苏公网安备32021402004577号
苏公网安备32021402004577号